The global medical silicone tubing market is currently witnessing an unprecedented era of expansion. As the backbone of modern healthcare fluid management, medical-grade silicone is favored for its exceptional biocompatibility, thermal stability, and chemical resistance. From critical care units in North America to emerging surgical centers in Southeast Asia, the demand for high-purity, platinum-cured silicone tubing has become a cornerstone of patient safety.
Today's industrial landscape is no longer just about "supplying a tube"; it is about providing integrated, sterile, and high-performance delivery systems. The move towards minimally invasive surgeries and the rise of home-based healthcare have shifted the focus toward miniaturization and kink-resistant designs. As a leading manufacturer, we recognize that our products are vital links in the chain of life-saving medical procedures.

Our silicone tubing meets ISO 10993 and USP Class VI standards, ensuring zero toxicity and maximum patient safety in long-term contact applications.
Utilizing AI-driven laser monitoring, we maintain wall thickness tolerances within ±0.05mm for high-pressure medical imaging applications.
Fully certified with CE and ISO 13485, meeting the stringent regulatory requirements of European MDR and North American FDA guidelines.

In the global supply chain, the role of a specialized Chinese factory like Shanghai Ryu Medical Co., Ltd. has evolved from high-volume production to high-tech innovation. Our location in the heart of the Yangtze River Delta (Jiangsu/Shanghai) provides us with a logistical edge, ensuring that medical facilities worldwide receive their critical supplies without delay.
With over 10 years of specialized experience in the medical field, our team understands the nuances of surgical drainage, anesthesia circuits, and infusion therapy. We don’t just manufacture; we consult. Our engineers work closely with global procurement officers to develop custom solutions that address specific clinical pain points.
Quality is non-negotiable in healthcare. We have established a robust QC ecosystem where dedicated teams monitor every stage—from raw silicone polymerization to final clean-room packaging. This ensures that every millimeter of tubing delivered is free from defects and contaminants.
Procurement professionals in the healthcare sector are increasingly looking for more than just a vendor; they are looking for a strategic partner. Current trends indicate a significant move toward:
New localized application scenarios in long-term catheterization and wound drainage require tubing with embedded antimicrobial agents to reduce Hospital-Acquired Infections (HAIs).
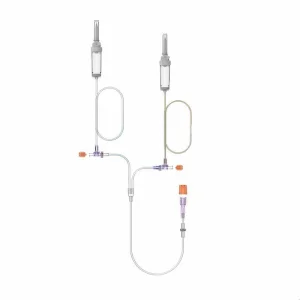
Multi-lumen tubing designs that allow for simultaneous drug delivery, fluid withdrawal, and sensor integration are becoming standard for advanced ICU monitoring.
The industry is seeking eco-friendly manufacturing processes. Our factory optimizes silicone waste recycling and uses energy-efficient curing methods to lower the carbon footprint of our supplies.
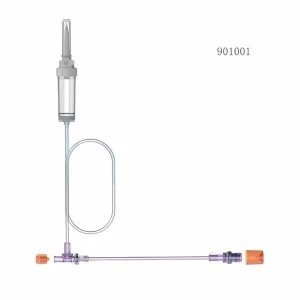
Our medical silicone tubing is engineered for diverse clinical environments:
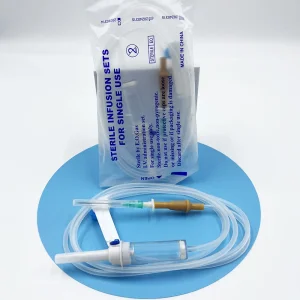
Shanghai Ryu Medical Co., Ltd. is one of the professional suppliers for the Medical Instrument products in China. Our Team has more than 10 years of experience in the Medical field. We export our products to customers in Europe, Africa, Asia, and America. We are a factory, located in Jiangsu province, which is near Shanghai port. We produce syringes, infusion sets, gloves, and face masks.
In order to fulfill the increasing needs of our trusted and loyal customers, apart from our factory, we have more than 5 strategic partners which produce urine bags, surgical gowns, Medical Tubes, Wound Dressing syringes, diagnostics & lab products.
We care about the success of our customers. We know the importance of quality, so we have set up a strong QC team across different production lines to ensure and control quality. Our company is approved by CE & ISO certificates for most of our products.
In the future, Ryu Medical will remain highly efficient and professional for every customer, associating company development with human health. We will keep putting love and respect into our every product all the way, doing our best effort to bring health to everyone in the world.